
BMW Group Celebrates Opening the World's First Virtual Factory
Automaker brings power of industrial AI to its entire production network as part of its digital transformation.
The manufacturing industry faces many challenges, ranging from a lack of supply chain visibility and collaboration to skills shortages and siloed data. Additionally, today’s always-connected, fast-moving customers are forcing companies to make a digital transition.
Modern HPC helps you adopt a cloud-native approach to tackle your challenges by leveraging AI, Data Science, Automation, and Cost Control to maximize their ROI so you can pass the benefits on to your customers.
Providing your services from a private, secure, and sovereign cloud landing zone will provide you with a unique selling point to customers that are bound to strict internal or GDPR compliance.
Let machines work for you and can take your business further so you can deliver intelligent applications, services and results.
Automaker brings power of industrial AI to its entire production network as part of its digital transformation.
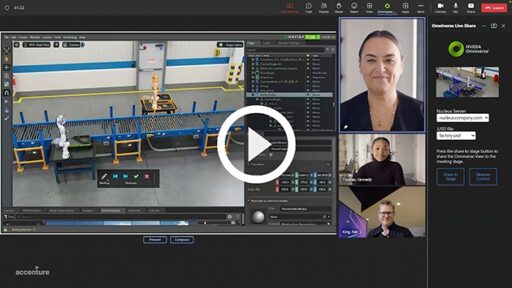
This demo showcases how real-time 3D collaboration can shorten the time between decision-making, action and feedback.
Let’s discuss how we can help you